Why perform more than one operation to complete a part if we don’t have to?
That’s one of our guiding principles at Wagner Machine. There are significant advantages to completing a part, or at least all critical features on a part, in one operation. And our decades of experience have shown us what makes a part a good candidate for this approach.
When people talk about parts being “done in one,” they’re often referring to CNC turned parts. It is easy to finish turned parts in one operation if you have live tooling and a sub spindle lathe, and this has been standard practice for decades. We do a lot of automated turning work, but we want to discuss the most interesting “done in one” jobs which involve 5-axis machining services.
One-Operation Machining at Our 5-Axis Machine Shop
Milled parts typically require at least two operations. Generally, we try to machine all critical features in one 5-axis operation, and then we remove the base material in a simple second operation. This is a great approach for many complex parts because it allows all critical features to be machined at the same time, improving accuracy and repeatability. As long as the second operation is short and easy to fixture, this process works well for most parts.
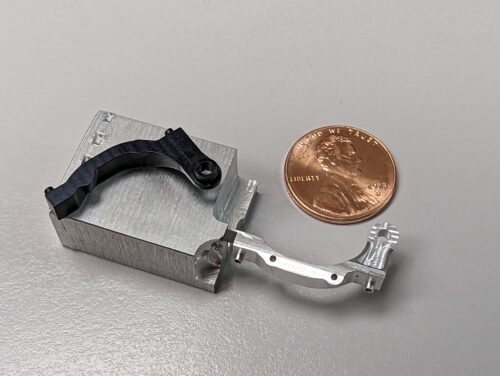
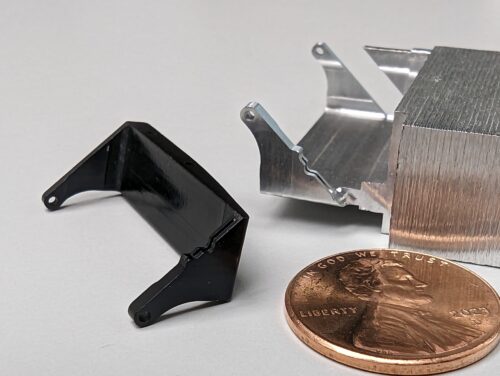
For parts with delicate, extremely small, or other difficult to fixture features, we often choose the holy grail of 5-axis machining, which is a truly done in one process. This is where we machine every feature on the part and remove the part from the base material in one operation as the very last step. This usually involves a key cutter or slitting saw if that edge is perfectly flat, but it can also be done with a small end mill if the final surface is profiled.
The part is not 100% removed, but when we are done it is attached by a strip that is only .005” – .010” wide which can be removed with a manual deburring operation. Special consideration needs to be made when doing this based on the material type and part geometry. Aluminum and engineering plastics are easy, but soft plastics can be tricky. Stainless, titanium, and other tougher materials can cause tool wear issues for the cutoff process if not dialed in perfectly.
Top Benefits of One-Operation Machining
Some 5-axis machine shops perform one-operation machining occasionally as a novelty because there is something undeniably fun and impressive about it. But we’ve gone a step further to incorporate it as a regular approach to CNC machining complex parts.
Why? Because we know that if we can finish parts in one operation, customers benefit from better quality, costs, and lead times.
1. Achieve unbeatable consistency
Any task conducted manually introduces the risk of errors and inconsistencies. That includes manually loading a part for a second operation. With one-operation machining, we can achieve incredible consistency because we don’t have to load the part twice. This increases accuracy and also reduces the possibility of damaging delicate parts with second op fixturing.
2. Eliminate the need for workholding
Holding a machined part for a second operation often requires a complex workholding solution that takes time and money to develop. One-operation machining eliminates this need entirely.
3. Enable complete automation
As a general rule, we never automate second operations. One reason done in one machining is so efficient is that it allows us to leverage automation for almost the entire process. Almost all part deburring is done in one op on the machine, so the small amount of manual deburring required for the final edge is easy to keep up with. Because there is no second op on another machine, this also reduces lead time and scheduling complexity. This option is especially attractive for high-volume machining.
Is Your Part a Good Candidate for One-Operation Machining?
When assessing jobs for one-operation machining potential, we first look to answer one important question: Does the part have at least one flat surface or thin edge with no holes or complex features? Those areas are where the part will attach to and eventually be removed from the material blank. This area should check these boxes:
- Non-critical surface. We use a key cutter or small end mill to separate the part from the block on this feature. This is the least rigid machining operation on the part, so the surface finish will likely be slightly different than on other sides of the part. For the same reason, we like to avoid using critical surfaces, such as datums for this side.
- No holes or features. The surface shouldn’t have holes or features that must be machined from that side. We can’t machine a hole or other complex geometry on the bottom side of the part, and most parts have a side that fits this requirement.
- Small in width. While there are no strict limitations for overall part size, the surface that attaches to the material block should be less than 0.5” wide to ensure the best results.
To date, we’ve performed one-operation machining for parts made from many different materials including aluminum, copper, stainless steel, titanium, brass, and various plastics. We have a ton of practical experience with this process and will recommend it for your parts if they are a good fit. You never have to worry about part quality as we will consult with you if there are any concerns with possible finish or tolerance issues regardless of the process we use for your parts.
Got a part that you think fits these requirements? Request a quote from our 5-axis machine shop today!